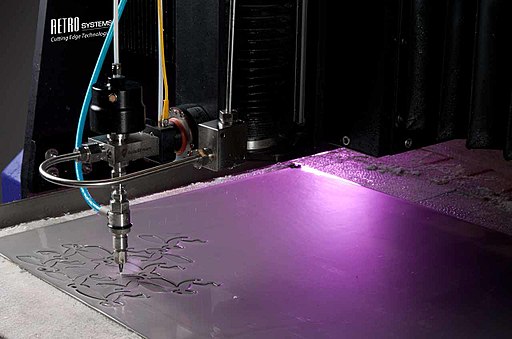
Waterjet cutting is the technique of cutting through things by eroding the matter away at the point of contact with a jet of water moving at incredible speeds, which is created by placing water under high pressure and pushing it through a narrow orifice. Below are the specs to look out for when approaching a water jet manufacturer.
Best Features of A Water Jet Cutter
Pure Water vs. Abrasive Cutting
A typical waterjet cutter has a pressure range of 300 to 400 MPa. At 300 MPa, the water jet can travel at 680 m/s, and at 400 MPa, it can travel at nearly 1,021 m/s.

Cutting soft materials like rubber, foam, gaskets, leather, textiles, and food-related objects using pure water is typical. When working with hard materials that can’t be machined with just water, the nozzle is frequently replaced by an abrasive cutting nozzle with a mixing tube.
Pure Water
| Material | Thickness(in/mm) | Cutting Speed(ft/min or mm/min) |
| Rubber | .78/23.94/107.87/20 | 89/27.00033/11.5007/2.200 |
| Synthetic material | .78/21.97/53.94/10 | 74/22.50029/8.90011/3.400 |
| Foamed | 3.94/1039.4/100 | 90/27.50018/5.500 |
@4.137 bar; orifice sizes: .004″-.01″; surface quality: medium – fine
Abrasive Flow
| Material | Thickness(in/mm) | Cutting Speed(ft/min or mm/min) |
| Titanium | .25/6.4.50/12.7.75/19.1 | 13/3306/1523/76 |
| Marble | .25/6.4.50/12.7.75/19.1 | 31/78714/3566/152 |
| Stainless Steel | .25/6.4.50/12.7.75/19.1 | 12/3055/1273/76 |
@4.137 bar; 7.0 lb/min; abrasive flow; 0.01” orifice diameter
Abrasive Compound and Water
Due to its direct impact on the service life of equipment components such as check valves, seals, and orifices, the water delivered to the intensifier is necessary for waterjet cutting.
Total Dissolved Solids (TDS) concentration causes increased wear of any components that come into touch with it. TDS levels of 60-70 ppm are ideal, with a pH of 6-8.
In waterjet cutting, red garnet is the most frequent abrasive. Garnet is rather complex, and when it fractures, it produces sharp edges, both of which are beneficial in waterjet cutting.
A gentler abrasive, like olivine, can be used on metal. The use of a gentler abrasive has the benefit of reducing mixing tube wear.
A coarser abrasive is applied for maximum cutting rates. The most common abrasive is No. 80 mesh, and most nozzle manufacturers specify this particle size for their machinery.
Nozzle
For the nozzle’s mixing chamber and orifice, water jet makers have developed very wear-resistant materials. However, this does not eliminate nozzle wear, and as a result, the jet’s precision will deteriorate with time.
The rate of wear varies depending on various conditions, but the orifice is generally changed after 20-40 hours of active usage and the nozzle after 40-80 hours.

Edge Quality
The edge quality of a waterjet cut is generally described as Q1, 2, 3, 4, or 5. The quickest cut is Q1, which is typically utilized for material separation and forms for subsequent machining. Then, depending on the edge polish required, slower cutting rates of Q2 to Q5 are employed, increasing the cost.
Motion Control
The motion control system is an integral part of the operation because the cutting stream bends as it cuts. A waterjet, as a result, tends to undercut corners and swing wear rate wide on bends.
Final Thoughts
When thinking about approaching water jet manufacturers, it’s very crucial to consider these aspects. Water jetting appears to be a simple operation, but it requires a lot of thinking.